The shear strength of commonly used materials for sheet metal processing is shown in Table 1:
Table 1

For example: punching on a 3mm thick low carbon steel plate, the shape is square, the side length is 20mm, the stamping circumference L=20×4mm=80mm, the material thickness t=3mm, the table shear strength τ=344.7MPa.
Punching pressure required for punching (theoretical value, regardless of other factors) P = Ltτ = 80 × 3.00 × 344.7 = 82728 (N).
The punching force calculated by the formula refers to the punching force required for the mold without the oblique edge. If the die has a beveled edge, the punching force required for the stamping of the die is greatly reduced.
(3) mold gap
The mold gap refers to the difference between the size of the working portion of the punch and the die of the mold, that is, the distance between the convex and concave molds when the punch enters the female mold, which is generally referred to as the total gap. The gap is an important parameter that can not be ignored in the use of CNC mold. Whether the gap selection is suitable directly affects the processing quality, dimensional accuracy, punching force and die life of the part. The size of the gap should be determined according to the thickness and mechanical properties of the material being punched. The harder and thicker the material, the larger the gap should be. As shown in Figures 3 and 4.
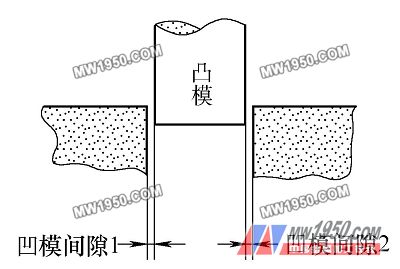
Figure 3 mold gap

Figure 4 The effect of too much clearance
Total gap = sum of gaps on both sides of the punch = die gap 1 + die gap 2
If the mold clearance is reasonable, the two cracks generated by the punch and the die edge will be connected in a straight line. The lower part of the workpiece near the die is a bright band with a small rounded corner, and the upper part of the workpiece near the punch is slightly tapered. Shape, the surface is rough, but the section has no cracks and cracks, the burrs are normal, the punching force is balanced, and the punching quality is good. If the gap is too small, the upper and lower cracks do not coincide with each other, and the distances are parallel to each other. When the material is finally torn and separated, the burrs or cracks appear in the cross section between the two slits due to the extrusion, and a secondary bright band appears on the cross section of the workpiece. When the gap is too large, the upper and lower cracks do not coincide. When the thick material is punched, it is similar to the rolling process. At this time, when the blanking is close to the outer side of the die, the punching hole near the inner side of the punch will produce a large rounded corner; When the thin material is stretched, the material will be stretched into the gap between the punch and the die until the workpiece is cut and the burr is broken. A reasonable gap and gap size comparison is shown in Figures 5 and 6.
Previous page next page
Gate Valves are called "full-flow" valves; there's a direct unobstructed path for flow right through the middle of the valve. A wedge-shaped brass gate is lowered into a machined slot to close the valve. They should either be completely open or completely closed. Water flowing through a partially open gate valve wears away the metal and causes the valve to fail over time.
Brass Gate Valve, Flanged Gate Valve, High Pressure Gate Valves, Water Gate Valves
ZHEJIANG KINGSIR VALVE CO., LTD. , https://www.kingsir-valve.com