two. Milling of the die
   Figure A-2 is a concave mold matched with Figure A-1. It is required to ensure that the clearance with the punch is not more than 0.25mm. The workpiece drawing shown in Figure A-2 is taken as an example to introduce the die milling step.
   1. High-speed milling of the hexahedron to the pattern on the end mill with end mills requires a grinding allowance of 0.3 mm on the two base faces A, B and C, and a hexahedron with a diameter of 136.5 mm, a width of 70 mm and a height of 55 mm. Grinding the A, B and C faces on the surface grinder to the pattern requirements.
   2. Milling cavity
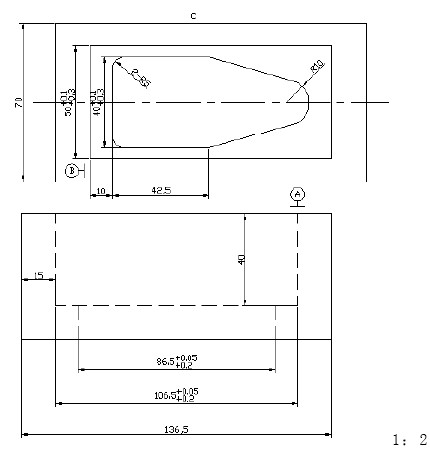
Figure A-2 Die Milling
(1) Scribing, according to the requirements of Figure A-2, draw the outline of the workpiece and mark the A, B, and C faces.
1 Draw a symmetrical center line on the A and B sides, and draw a line contour of 106.5×50mm on the A side; centered on the intersection of the four corners, draw the size line of the φ6mm hole and punch the eye.
2 Draw 86.5×40 concave cavity contour line on the B surface, and draw two arc lines and diagonal lines of R5 and R10 at the same time to make a punch.
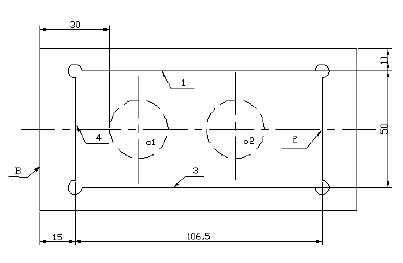
Figure A—2—1
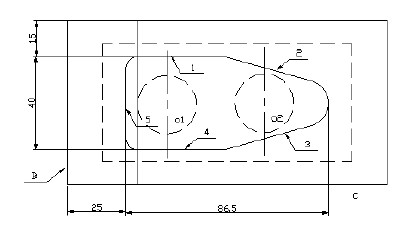
Figure A—2—2
(2) Milling steps:
1 Mount the machine on the end mill with a vise and clamp the workpiece A face up in the vise. Find and make the A side parallel to the table within 0.02mm. The parallelism between the C-plane and the longitudinal feed direction is within 0.02 mm, and the B-plane perpendicularity is guaranteed to be within 0.02 mm.
2 Drill holes at the four corners with a φ6mm drill bit to a depth of 40mm. The drill hole O1 and O2 (see Figure A-2-1) should not touch the edge of the cavity.
3 Use φ25~30mm large spiral angle end mill to roughen the cavity and control the milling depth.
The amount of finishing milling is 2 to 3 mm. The processing sequence is shown in Figure A-2.
4 Finishing the cavity to 106.5×50mm, the bottom corner R4 arc surface.
5 Rough and fine milling of the cavity contour of 86.5×40mm with a depth of 15mm. The milling sequence is shown in Figure A-2-2, milling the R10 arc surface and the two R5 arc surfaces.
When cutting the die, it should be matched with the punch shown in Figure A-1, and the matching clearance between the two can be no more than 0.25mm.
3. Detect the workpiece and use the vernier caliper, angle ruler, R gauge or template to detect each size according to the pattern.
Previous page next page
ISO7041 Nylon Insert Hexagon Lock Nut
Chuangtuo Jinggong (Jiangsu) Co., LTD , https://www.chtofastener.com