Gasoline engine camshaft induction heating surface quenching has two kinds of processes, one is cam-cooling and cooling, and the other is that all cams are simultaneously heated and cooled. At present, domestic manufacturers adopt the former one. On the one hand, due to the limitation of equipment conditions, on the other hand, this method is more suitable for multi-variety and small-batch production methods. Our factory uses the horizontal quenching machine with the newly developed high-power thyristor intermediate frequency power supply. The eight cams of the EQ491 engine cast iron camshaft are inductively heated and quenched to meet the technical quality requirements of the product drawings.
1. Technical requirements for surface quenching of camshaft
The material of the EQ491 engine camshaft is chrome-molybdenum alloy cast iron, and its chemical composition is shown in Table 1.
The metallographic structure of the chrome molybdenum alloy cast iron camshaft before heating is B type graphite + fine pearlite + reticulated carbide.
The cam blank is inductively heated and quenched in the as-cast state. The technical requirements for quenching are surface hardness 50-60HRC, the hardness of the peach tip hardening layer is 4.6mm-10.0mm, and the depth of the base hardening layer is 1.5mm-8.0mm.
2, induction heating quenching equipment
The equipment used for induction hardening of the camshaft of the EQ491 engine is a horizontal quenching machine and a thyristor intermediate frequency device.
The horizontal quenching machine is mainly composed of a charging roller 1, a bracket 5, and the like. The tailstock 9 and the headstock 10 are driven by the same long piston rod and move left and right along two parallel circular guide rails, and the function is to send the push rod 4 The workpiece is fed into and out of the sensor 3, and the carriage 5 transfers the heated workpiece to the top position of the drum 7. The drum is symmetrically distributed with four pairs of spires, wherein the pair of workpieces rotates the workpiece and the drum rotates by 90°. , the workpiece is sent to the quenching medium. When the second pair is in the waiting position - after the heated workpiece, the drum is rotated by 90°, the first pair of tops are loosened, and the workpiece falls on the conveyor 6, and the conveyor lifts it to the liquid level and sends it to the next process.
The sensor for heating is made up of 8 effective circles in parallel, and the effective circle is cooled by water.
A heat exchanger is installed on the side of the machine to reduce the temperature of the quenching medium. The quenching medium is circulated between the quenching medium tank and the heat exchanger by a high pressure pump, and the quenching medium cooled by the heat exchanger is ejected to the heated workpiece in the quenching medium tank at a pressure of 0.4 MPa.
The transfer of the workpiece within the machine tool is achieved by a piston cylinder. The entire operation of the quenching machine is controlled by the FX2-128MR PC. When the manual zero adjustment is made, the automatic cycle starts.
3. Induction heating and quenching process
After the structure of the quenching machine is determined, the process of 8 cam induction heating quenching is determined. The process is that the workpiece enters the inductor, is heated once, and the workpiece exits the inductor and then is transferred into the quenching medium, and the immersion liquid is cooled and quenched. . The process parameters used for quenching are shown in Table 2.
When the quenched workpiece is exposed to the liquid surface, there must be a certain amount of residual heat in order to use the residual heat to temper and eliminate the quenching stress. There are two methods for controlling the temperature of the workpiece discharge temperature. One is to adjust the residence time of the workpiece in the quenching medium, which can be realized by changing the length of the intermittent movement time of the conveyor 6. Another method is to change the concentration of the quenching medium. The quenching agent we use is today's 8-20 water-soluble quenching agent, and its cooling capacity decreases with increasing concentration.
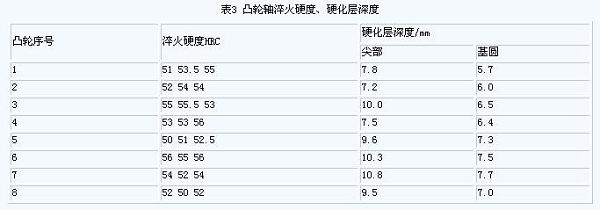
4, induction heating quenching quality
The depth and hardening hardness of the hardened layer are as shown in Table 3 after the eight cams are heated by the induction heating bath. It can be seen from Table 3 that both indicators meet the technical requirements of the product map. It can be seen from the sectional view of the quenched portion of the cam that the hardened layer is uniform and the position is correct.
After the camshaft is quenched, the radial runout increase value is tested to be 0.15 mm, which can meet the requirements of the next process without straightening. The temperature of the quenching medium is in the range of l0°C-40°C, and the quenched cam is inspected by fluorescence inspection without quenching crack.
5 Conclusion
(1) Camshaft horizontal quenching machine equipped with high-power thyristor intermediate frequency power supply can realize the process of induction heating, immersion liquid cooling and residual heat tempering of gasoline engine camshaft. Not only the quenching quality is stable, but also the degree of automation is high, which is conducive to mass production.
(2) Using the current 8-20 water-soluble quenching agent, the cooling rate of the workpiece in the low temperature stage can be controlled. Even if the temperature of the quenching medium is 10 °C, the quenching of the alloy cast iron camshaft does not produce quenching cracks, which is cooled by tap water. Not enough.
(3) The eight parallel effective ring inductors welded with purple steel plate are not only simple in structure, but also reliable in installation and long in service life.
1. Technical requirements for surface quenching of camshaft
The material of the EQ491 engine camshaft is chrome-molybdenum alloy cast iron, and its chemical composition is shown in Table 1.

The metallographic structure of the chrome molybdenum alloy cast iron camshaft before heating is B type graphite + fine pearlite + reticulated carbide.
The cam blank is inductively heated and quenched in the as-cast state. The technical requirements for quenching are surface hardness 50-60HRC, the hardness of the peach tip hardening layer is 4.6mm-10.0mm, and the depth of the base hardening layer is 1.5mm-8.0mm.
2, induction heating quenching equipment
The equipment used for induction hardening of the camshaft of the EQ491 engine is a horizontal quenching machine and a thyristor intermediate frequency device.
The horizontal quenching machine is mainly composed of a charging roller 1, a bracket 5, and the like. The tailstock 9 and the headstock 10 are driven by the same long piston rod and move left and right along two parallel circular guide rails, and the function is to send the push rod 4 The workpiece is fed into and out of the sensor 3, and the carriage 5 transfers the heated workpiece to the top position of the drum 7. The drum is symmetrically distributed with four pairs of spires, wherein the pair of workpieces rotates the workpiece and the drum rotates by 90°. , the workpiece is sent to the quenching medium. When the second pair is in the waiting position - after the heated workpiece, the drum is rotated by 90°, the first pair of tops are loosened, and the workpiece falls on the conveyor 6, and the conveyor lifts it to the liquid level and sends it to the next process.
The sensor for heating is made up of 8 effective circles in parallel, and the effective circle is cooled by water.
A heat exchanger is installed on the side of the machine to reduce the temperature of the quenching medium. The quenching medium is circulated between the quenching medium tank and the heat exchanger by a high pressure pump, and the quenching medium cooled by the heat exchanger is ejected to the heated workpiece in the quenching medium tank at a pressure of 0.4 MPa.
The transfer of the workpiece within the machine tool is achieved by a piston cylinder. The entire operation of the quenching machine is controlled by the FX2-128MR PC. When the manual zero adjustment is made, the automatic cycle starts.
3. Induction heating and quenching process
After the structure of the quenching machine is determined, the process of 8 cam induction heating quenching is determined. The process is that the workpiece enters the inductor, is heated once, and the workpiece exits the inductor and then is transferred into the quenching medium, and the immersion liquid is cooled and quenched. . The process parameters used for quenching are shown in Table 2.

When the quenched workpiece is exposed to the liquid surface, there must be a certain amount of residual heat in order to use the residual heat to temper and eliminate the quenching stress. There are two methods for controlling the temperature of the workpiece discharge temperature. One is to adjust the residence time of the workpiece in the quenching medium, which can be realized by changing the length of the intermittent movement time of the conveyor 6. Another method is to change the concentration of the quenching medium. The quenching agent we use is today's 8-20 water-soluble quenching agent, and its cooling capacity decreases with increasing concentration.
4, induction heating quenching quality
The depth and hardening hardness of the hardened layer are as shown in Table 3 after the eight cams are heated by the induction heating bath. It can be seen from Table 3 that both indicators meet the technical requirements of the product map. It can be seen from the sectional view of the quenched portion of the cam that the hardened layer is uniform and the position is correct.
After the camshaft is quenched, the radial runout increase value is tested to be 0.15 mm, which can meet the requirements of the next process without straightening. The temperature of the quenching medium is in the range of l0°C-40°C, and the quenched cam is inspected by fluorescence inspection without quenching crack.
5 Conclusion
(1) Camshaft horizontal quenching machine equipped with high-power thyristor intermediate frequency power supply can realize the process of induction heating, immersion liquid cooling and residual heat tempering of gasoline engine camshaft. Not only the quenching quality is stable, but also the degree of automation is high, which is conducive to mass production.
(2) Using the current 8-20 water-soluble quenching agent, the cooling rate of the workpiece in the low temperature stage can be controlled. Even if the temperature of the quenching medium is 10 °C, the quenching of the alloy cast iron camshaft does not produce quenching cracks, which is cooled by tap water. Not enough.
(3) The eight parallel effective ring inductors welded with purple steel plate are not only simple in structure, but also reliable in installation and long in service life.
Spiral Steel Pipe,Steel Tube,Ssaw Spiral Steel Pipe
Seamless Steel Pipe Co., Ltd. , http://www.cz-steelpipes.com