- Brittle fracture along the crystal, there is no macroscopic signs of plastic deformation near the fracture, the fracture is generally perpendicular to the principal stress, the surface is flush, and the edge has no shear lip. The fracture is finely porcelain-like and bright, and the shiny small crystal face can be seen under the light. The micro-fracture is ice-like, the crystal interface is clean and smooth, the interface is sharp and angular, and the multi-faceted body is very strong, as shown in Figure 9-3.First, the brittle precipitate phase on the grain boundary
The brittle precipitate phase on the grain boundary usually exists in the form of granules or flakes. If the heat treatment process is not correct, a reticulated precipitate phase may also occur. Among them, the flaky, reticulated precipitate phase is more likely to cause intergranular fracture. For example, carbides in steel, such as precipitation on the grain boundaries, may cause brittle fracture along the crystal. For analysis of the cause of the intergranular break, the carbide composition can be analyzed by an energy spectrometer or an electron probe. Figure 9-4 shows the nickel-cobalt-molybdenum steel, which is brittle in the crystal due to precipitation of TiC along the grain boundary.
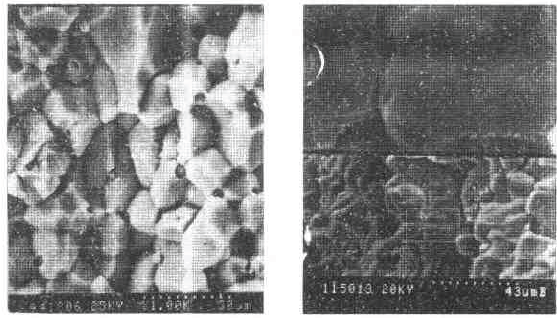 Figure 9-3 along the crystal fracture Al-Li-Cu-Mg-Zr alloy 530 ° C 30 seconds 190 ° C 30 hours Figure 9-4 granular carbide caused by crystal brittle fracture
Figure 9-3 along the crystal fracture Al-Li-Cu-Mg-Zr alloy 530 ° C 30 seconds 190 ° C 30 hours Figure 9-4 granular carbide caused by crystal brittle fractureIn addition to the brittle precipitation phase on the grain boundary, which can cause intergranular fracture, other factors may also promote intergranular brittleness. Since the grain boundary precipitation phase is always accompanied by a change in the chemical composition of the matrix near the product boundary, it is possible to form a different phase there during cooling. If a brittle phase is formed, it is more likely to occur along the crystal. For example, in Ni-Cr steel, chromium carbide precipitates along the grain boundary, which causes the austenite in the vicinity of the grain boundary to be depleted in chromium and carbon, and the region is easily converted into martensite upon subsequent cooling. The embrittlement of martensite and the precipitation phase are superimposed, and the intergranular fracture is more likely to occur. Figure 9-5 shows quenching and tempering after austenitic stainless steel solution treatment, resulting in brittle fracture along the crystal due to the presence of martensite at the grain boundaries.
 Figure 9-5 - Intergranular fracture after impact at 196 °C × 6000Second, the impurity element causes the grain boundary to weaken
Figure 9-5 - Intergranular fracture after impact at 196 °C × 6000Second, the impurity element causes the grain boundary to weakenWhen quenched steel is tempered, the hardness decreases with increasing temperature and the toughness increases. However, in some steels, the impact toughness is reduced when tempered at 200-350 ° C and 450-650 ° C. This phenomenon is called temper brittleness, as shown in Figure 9-6.
1. The first type of temper brittlenessThe brittleness that occurs when tempered between 200 and 350 ° C is called the first type of temper brittleness. The temper brittle fracture is a mixed ratio of intergranular + cleavage + dimple in different proportions. In some steels, when tempering between 200 and 350 °C, there is no precipitate phase on the grain boundary, but the impact toughness is very low. The Auger electronic instrument analyzes the thin layer components along the surface of the product with P, N, C, Sh. The impurity element such as sn has an impurity element concentration 500 to 1000 times higher than the average concentration in the steel, which indicates that the segregation of the impurity element is a significant cause of the weakening of the grain boundary.
In some steels, when tempered at 200-350 °C, the first type of temper brittleness is the newly formed carbide along the slats of the lath martensite, the boundary of the bundle or in the martensite The grain boundary and the twin crystal zone are precipitated, resulting in a decrease in toughness. It is also possible to work together with the segregation of impurity elements along the grain boundaries.The first type of temper brittle steel will appear, and the brittleness will disappear after tempering at higher temperatures. Even if it is tempered again at 200-350 ° C, it will not reproduce brittleness.
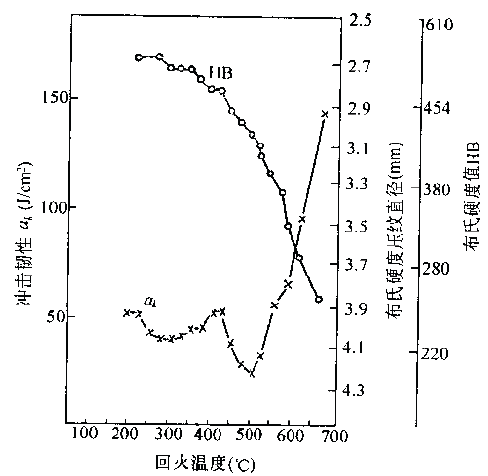 Figure 9-6 Relationship between hardness and impact toughness and tempering temperature of 35Cr2Ni3 steel
Figure 9-6 Relationship between hardness and impact toughness and tempering temperature of 35Cr2Ni3 steel2. The second type of temper brittleness
Tempering between 450-650 ° C, the temper brittleness that occurs after slow cooling, is called the second type of temper brittleness. The second type of temper brittle fracture is brittle fracture along the crystal. The reason for such temper brittleness is the segregation of impurity elements. The second type of temper brittle steel is produced. If it is re-tempered and rapidly cooled, the fork can be restored to a tough state and the impact toughness is improved. Table 9-1 is the grain boundary embrittlement element in steel. Table 9-2 shows the effect of tempering cooling of steel on impact toughness.For the second type of temper brittleness, if the impurities in the steel are completely removed, the intergranular fracture will not occur, and the fracture mode is cleavage fracture, as shown in Fig. 9-7(a), if the impurities are present in the matrix, the fracture The way is still cleavage. Once the impurities begin to segregate toward the grain boundary, the ductile-brittle transition temperature increases, and the brittle fracture mode becomes intergranular, as shown in Figure 9-7(b).
Table 9-1 Changjie embrittlement elements in steel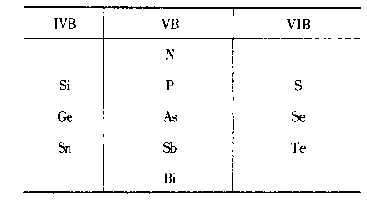 Table 9-2 Effect of tempering cooling mode of steel on impact toughness
Table 9-2 Effect of tempering cooling mode of steel on impact toughness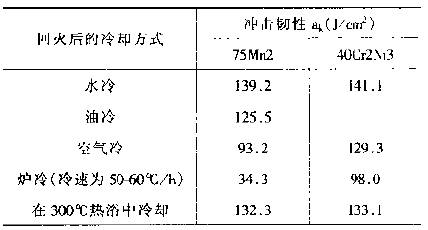 Figure 9-8 is a graphical representation of the effect of impurity element Sb Sn and P on the ductile brittle transition temperature of Ni-Cr steel. As can be seen from the figure, the degree of hazard sb>sn>P.
Figure 9-8 is a graphical representation of the effect of impurity element Sb Sn and P on the ductile brittle transition temperature of Ni-Cr steel. As can be seen from the figure, the degree of hazard sb>sn>P.Alloying elements in steel materials affect impurity segregation. According to the influence of alloying elements on the embrittlement process, the alloying elements are classified into three categories: (a) elements segregating together with impurities and promoting segregation of impurities, Ni, Mn, Si, and the like. (b) It does not segregate itself but does promote segregation elements, Cr, V, Cu, B, etc. A purifying element that pinches impurities in a matrix to prevent segregation, Ti, Mo, and the like.
The interaction between alloying elements and impurities is complex and works under specific conditions, such as the ratio of alloying elements and the type of impurity elements.Third, the environmental erosion caused by the crystalBrittle intergranular fracture often occurs when the metal material is in contact with corrosive media, ambient temperature or some low-melting liquid metal or solid metal.
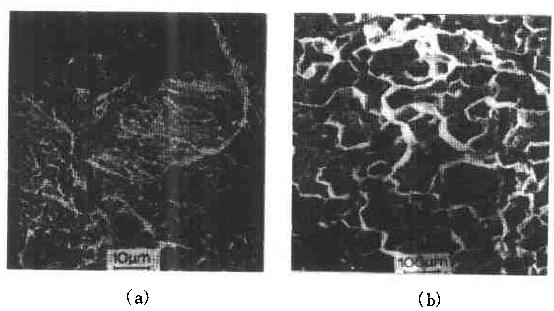 Figure 9-7 (a) HY130 steel cleavage fracture, (b) HYl30 steel along the crystal fracture
Figure 9-7 (a) HY130 steel cleavage fracture, (b) HYl30 steel along the crystal fracture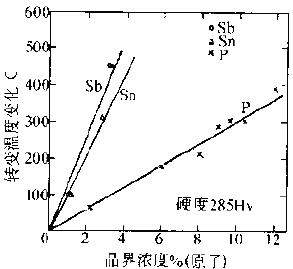 Figure 9-8 Relationship between ductile-brittle transition temperature and grain boundary impurity concentration
Figure 9-8 Relationship between ductile-brittle transition temperature and grain boundary impurity concentrationWhen some high-strength steels or alloys are in contact with some liquid metal or solid metal, embrittlement may occur, which makes the liquid or solid metal brittle. For example, carbon steel and low alloy steel may cause brittle fracture when contacted with liquid cadmium, lithium, brass, zinc, indium or antimony in the temperature range of 260-815 °C. Brass _ bronze is in contact with mercury and may produce liquid mercury embrittlement. Aluminum and aluminum alloys may be embrittled by liquid gallium, sodium, and tin. Cadmium can make titanium alloys contact with cadmium brittle. Bronze and brass may also be tinned and leaded.
A brittle crack in liquid metal, usually a multi-branched crack or a network-like crack connected to a main crack, see Figure 9-9.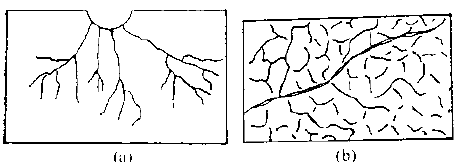 Figure 9-9 Schematic diagram of brittle fracture of liquid metal(a) Multi-branched cracks: (b) Reticulated cracks
Figure 9-9 Schematic diagram of brittle fracture of liquid metal(a) Multi-branched cracks: (b) Reticulated cracksThe macroscopic morphology of the liquid metal brittle fracture has obvious slow fracture zone and instantaneous fault zone. Most of the micro fractures are along the fracture of the crystal, and the electricity has a cleavage fracture. A low melting point metal is present on the fracture surface. Figure 9-10 shows the negative wire joint parts of the aircraft. The material is H62 brass. After the sheet is formed, it is mercuryated and then silver plated. After silver plating, the Spring cracks in the hole of the part. The fracture is smooth, there is no deformation near the fracture, the surface is thick, and the naked eye is visible in the form of particles. The surface of the fracture is surrounded by silver-white, followed by a yellow-brown, and the center is a golden bag, as shown in Figure 9-11. Under scanning electron microscopy, the edge of the fracture is covered by corrosion products, and the central region is along the crystal fracture, which has more secondary cracks, Figure 9-12. The results of semi-quantitative analysis of energy spectrum are shown in Table 9-3. The fracture edge cover is mainly composed of silver and mercury elements.
 Figure 9-10 Crack appearance of joint parts ×1
Figure 9-10 Crack appearance of joint parts ×1 Figure 9-11 Macro fracture × 40
Figure 9-11 Macro fracture × 40 Figure 9-12 along the crystal fracture × 600Table 9-3 Semi-quantitative analysis results of fracture energy spectrum
Figure 9-12 along the crystal fracture × 600Table 9-3 Semi-quantitative analysis results of fracture energy spectrum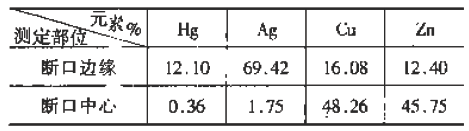
The analysis results were found to be improper processing of the production process, the parts retained high residual tensile stress, and liquid mercury embrittlement occurred during the mercuryation treatment.
Figure 9-13 shows the 30CrMnSiA steel bolts, oil-quenched at 900±10°C and tempered at 500±20°C. The surface is galvanized and the head is coated with H61-2 yellow enamel protection. The broken part is near the head thread. The macro fracture has no plastic deformation, the crack starts from the surface, the instantaneous break zone is small, the fracture surface is light yellow, followed by golden yellow, brown, and the central area is dark blue. The fracture is a broken product, as shown in Figure 9-14. The energy spectrum analysis shows that there is a large amount of cadmium on the fracture. The analysis results were identified as solid cadmium brittle. The results of three factors: solid cadmium brittle foot cadmium, temperature and stress. The nut is a cadmium-plated part; the bolt is subjected to tensile stress and thermal stress during operation. Under the combined action of temperature and stress, cadmium is oozing along the grain boundary of the bolt in the galvanized layer of the bolt galvanized layer, and solid cadmium brittle occurs.
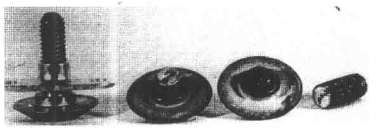 Figure 9-13 Appearance of broken bolts × l
Figure 9-13 Appearance of broken bolts × l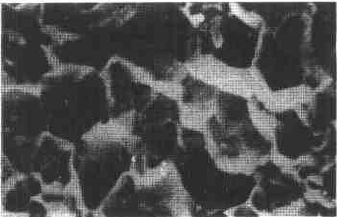 Figure 9-14 along the crystal fracture × 630
Figure 9-14 along the crystal fracture × 630Brass solder brittle is a liquid metal brittle phenomenon. Brass is a plastic that is well-plasticed, but in contact with the solder in the range of 170-350 ° C, brittle fracture can be caused by extremely low tensile stress. The shape of the fracture is related to the organization, and there are fractures along the product, as well as through the fracture. The single beta cap brass solder fracture is intergranular, as shown in Figure 9-15.
 Figure 9-15 Single β phase brass solder along the crystal fracture
Figure 9-15 Single β phase brass solder along the crystal fractureThere is a thin silver-white film on the surface of the fracture. The white film is analyzed as solder, see Figure 9-16.
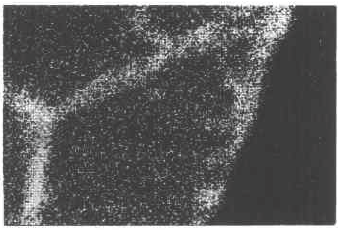 Figure 9-16 Distribution of tin along grain boundaries
Figure 9-16 Distribution of tin along grain boundariesThe mechanism of the low-melting-point metal contact brittleness is that the low-melting metal atom diffuses through the crack of the component to the crack front end, which reduces the surface energy of the material. Under the tensile stress, the crack propagates, and the tensile stress can be the working stress or the residual stress.
The conditions for producing a low-melting liquid or solid metal brittle are the working ambient temperature; the component is subjected to tensile stress; and the low melting point metal is contacted. There is no greater solubility between the two metals and a stable high melting point intermetallic compound cannot be formed.In the nuclear power industry, a piece of boiler, such as a reactor boiler and boiler cover material, usually produces intergranular fractures due to long-term embrittlement.
The fracture of the quenching crack is generally brittle along the fracture of the crystal, and there are traces of oxidation on the surface of the fracture. Grinding crack fractures are mainly characterized by intergranular brittle fracture and a small amount of transgranular fracture.
Stainless Steel Barbecue Grate
Barbecue wire Grill Grate is made of high quality 304 stainless steel, never rusting and durable. BBQ Wire mesh does not have any coating or chemical ingredients, making food safer.
Multi-functional Grill Cooking Grid Grate: This wire mesh is mainly used for BBQ Grill Mat for outdoor cooking, it can also be used as a cooling and baking rack. Or you can develop other uses for it.
BBQ Grate Mesh,stainless steel wire BBQ grate,BBQ Grill Metal Mesh,stainless steel BBQ grill grate
Shenzhen Lanejoy Technology Co.,LTD , https://www.copper-nut.com